



想一睹玻璃钢夹砂管 FEP/PVC纤维增强缠绕管交货准时产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
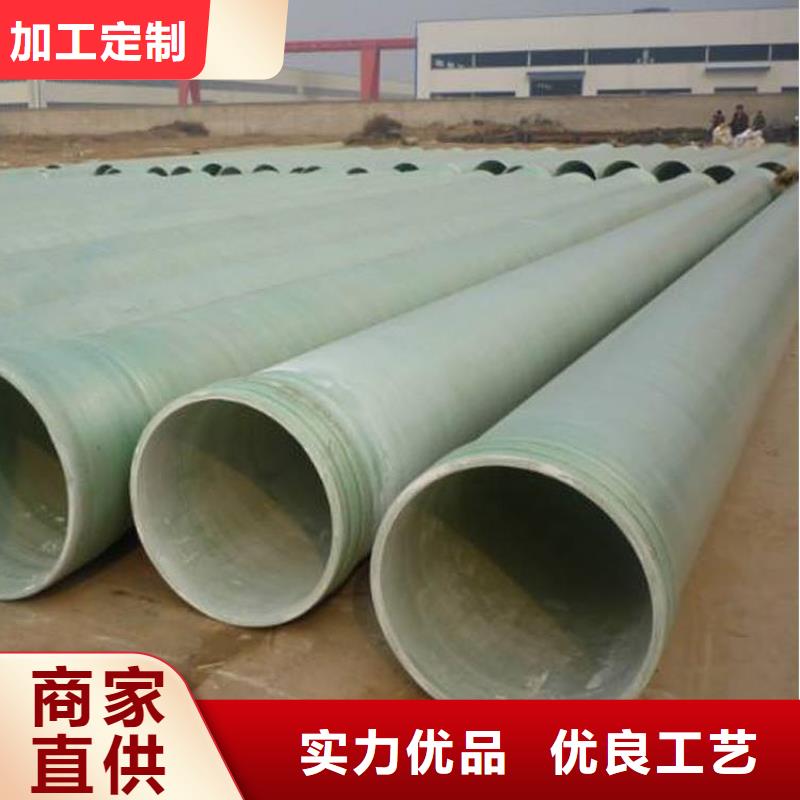
以下是:北京玻璃钢夹砂管 FEP/PVC纤维增强缠绕管交货准时的图文介绍

(2)制衬工序
a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量求;
d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;
e、进入内衬远红外深度固化工序。
a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量求;
d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;
e、进入内衬远红外深度固化工序。


2) 风管表层浆料厚度以压平玻璃纤维网格布纹理为宜(可见布纹)。管壁表面不允许有密集气孔和漏浆,以避免承受弯曲拉应力(正风压)、弯曲压应力(负风压)时的应力集中。
3) 管体与法兰转角处应有过渡圆弧,过渡圆弧半径应为壁厚的0.8~1.2倍,才能提高悬臂状态法兰承载能力和避免应力集中。要求风管法兰处的玻璃纤维网格布应延伸至风管管体上。
4) 玻璃纤维网格布长度、宽度不够时一定要采取搭接的方法,才能提高搭接处的切向承载能力,从而有效地克服径向拉应力、弯曲接应力和弯曲切应力。玻璃纤维布在接缝处的搭接长度一般为50~100mm;而且每层玻璃纤维布接缝处与相邻层接缝应有一定距离。相邻层之间的纵、横搭接缝距离应大于300mm,同层搭接缝距离不得小于500mm。
3) 管体与法兰转角处应有过渡圆弧,过渡圆弧半径应为壁厚的0.8~1.2倍,才能提高悬臂状态法兰承载能力和避免应力集中。要求风管法兰处的玻璃纤维网格布应延伸至风管管体上。
4) 玻璃纤维网格布长度、宽度不够时一定要采取搭接的方法,才能提高搭接处的切向承载能力,从而有效地克服径向拉应力、弯曲接应力和弯曲切应力。玻璃纤维布在接缝处的搭接长度一般为50~100mm;而且每层玻璃纤维布接缝处与相邻层接缝应有一定距离。相邻层之间的纵、横搭接缝距离应大于300mm,同层搭接缝距离不得小于500mm。



冀鳌玻璃钢制品(北京市分公司)秉承“质量赢得顾客,信誉创造效益,真诚为客户创造价值!”的经营理念,在竞争激烈的 玻璃钢储罐行业中与您共同发展,共谋大业!



