


联系我们

当前位置:
钢兴钢管(乌鲁木齐市分公司) >
乌鲁木齐当地频道中心
直缝管 合金管品质做服务
更新时间:2026-04-21 15:48:33 ip归属地:乌鲁木齐,天气:晴,温度:7-19 浏览次数:11 公司名称: 钢兴钢管(乌鲁木齐市分公司)
以下是:新疆乌鲁木齐市直缝管 合金管品质做服务的产品参数
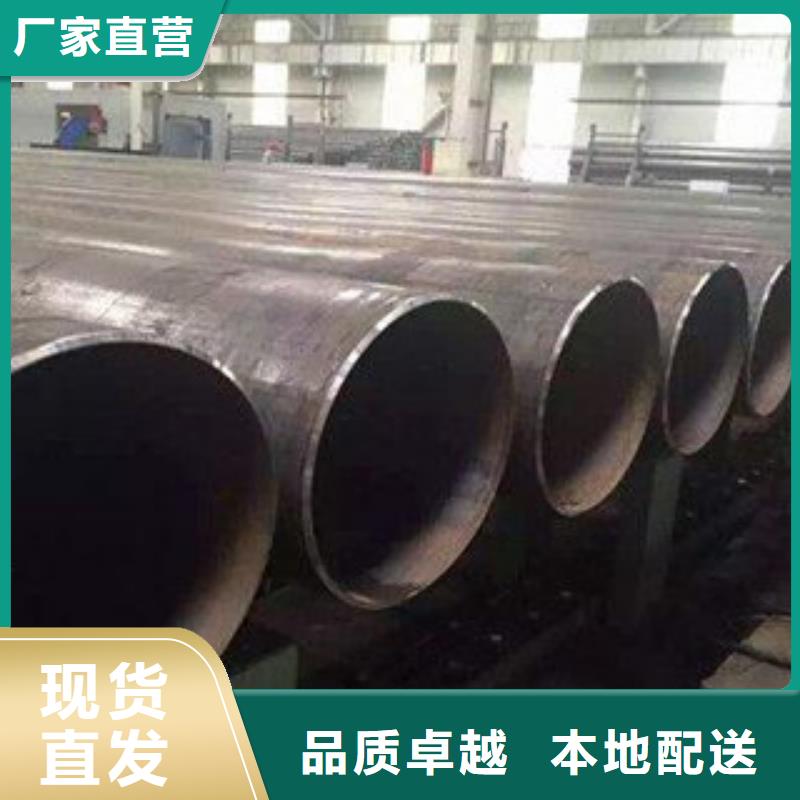
以下是:新疆乌鲁木齐市直缝管 合金管品质做服务的图文视频





【钢兴】为客户提供多样化产品,包括克拉玛依流体管、伊犁12Cr1MoVG无缝钢管等,适配多元场景需求。直缝管 合金管品质做服务,钢兴钢管(乌鲁木齐市分公司)为您提供直缝管 合金管品质做服务的资讯,联系人:刘学成,电话:【18762195566】、【18762195566】。 新疆维吾尔自治区,乌鲁木齐市 乌鲁木齐市(维吾尔语:ئۈرۈمچى شەھىرى),通称乌市,旧称迪化,新疆维吾尔自治区辖地级市、首府、Ⅰ型大城市,三线城市,国务院批复确定的中国西北地区重要的中心城市和面向中亚西亚的国际商贸中心。截至2022年,全市辖7个区、1个县,总面积1.38万平方千米,常住人口408.24万人,城镇化率96.5%。
想要更直观地了解直缝管 合金管品质做服务产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:新疆乌鲁木齐直缝管 合金管品质做服务的图文介绍
钢兴钢管(乌鲁木齐市分公司)自成立以来,坚持以守诚、便捷、资源整合、促进行业为理念,坚守主业、专注副业,深挖 大口径薄壁流体管上下游产业结构,以行业领军为愿景,为 大口径薄壁流体管行业的发展为使命,狠抓管理、认真学习、专业培训,打造出一支专业化团队,成为了行业的新星。


螺旋管自身并不会变热,但是实验样本会显著发烧。在加热温度超过电弧熔化机时,无线电频率感应器将提供更多的控制,使科学家可以调整合金具体的成分比例。螺旋钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊螺旋钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等。JCOE直缝埋弧焊管成型方式科学、经济,生产工艺:基本克服了螺旋缝焊管技术的不足,焊缝质量容易保证、残余应力小。因此,JCOE直缝埋弧焊管是近几年制管业发展的一个趋势。一根焊管经探伤、下料后,各控制继电器已相继断开,一个探伤循环结束,系统自动复位,准备下一根焊管的检测。



埋弧焊直缝钢管机械扩径的作用? 1、可有效提高钢管尺寸精度:目前,直缝埋弧焊管成型方式主要有UO,RB,JCO,C和Hu-Metal,采用这5种成型方式生产的钢管,不同程度地存在几何尺寸精度不高的问题。由于直缝埋弧焊缝是在管体的一侧进行内、外焊,因而钢管在热应力的作用下要发生弯曲变形,而焊缝部分纵向收缩量也较大,使钢管的直线度受到严重影响;另外,这5种成型方式生产的钢管,椭圆度均较大,尤其是JCO和C成型钢管。因此,必须通过扩径、整圆等工艺提高钢管的几何精度。2、减少或在制管、试验过程中引起的包辛格效应:由于钢管在成型和试验过程中会产生包辛格效应,使屈服强度下降,而钢管在扩径时冷作硬化,扩径后可提高钢管的屈服强度,这样就减少了为达到钢管的强度要求而提高板材等级所造成的浪费。3、钢管成型和焊接的残余应力:冷扩径可以成型和焊接时造成的残余应力,改善钢管内应力的分布状态,从而避免因所输送石油或天然气中的H2S在钢管应力集中区域产生氢脆甚至裂纹的情况。


埋弧焊直缝钢管机械扩径的工作原理
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。



UOE法是生产大直径直缝焊管的主要方法。是以热轧厚钢板为原料,经过刨边、开坡口和预弯边等预处理工序后,依次进入U成型压力机和0成型压力机压制成管筒,经焊接后,对焊接管坯进行扩径的一种工艺。至今世界上已有这种成型焊管机组40多套。UOE制管法的O成型压力机吨位由20世纪50年代的18000t(180MN)发展到现在的60000t(600 MN)。随着压力机吨位的提高,UOE焊管也向大直径、大壁厚和高强度方向发展。我国有数家企业已建成UOE生产线,研制出具有国际先进水平的大直径高钢级的管线用钢管,满足国内管线建设的需要。但是UOE成型设备造价大,设备较多,维护量大。且在圆周方向用1%以下的压缩量制管时,边缘部分容易残留有直线段,得不到良好的管形。

选购直缝管 合金管品质做服务来新疆乌鲁木齐市找钢兴钢管(乌鲁木齐市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:刘学成-【18762195566】,地址:[风化店乡后枣园工业区]。